Maximizing Efficiency: How Slurry Pumps Can Revolutionize Your Industrial Processes
Introduction to pumps and their role in industrial processes
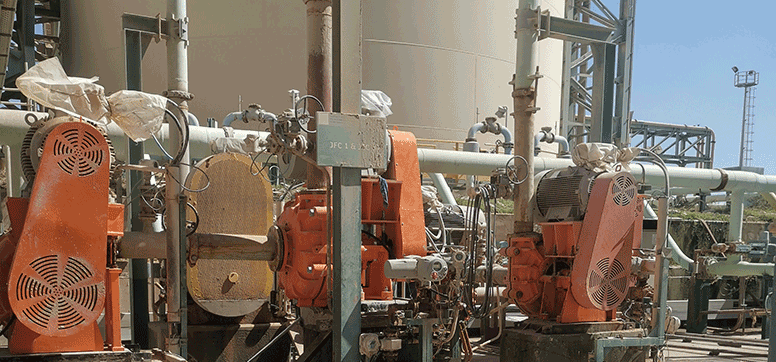
Pumps are crucial components in various industrial processes, playing a vital role in the efficient movement of fluids. They are used to transfer liquids, such as water, chemicals, and oil, from one location to another, ensuring smooth operations in industries like mining, wastewater treatment, and manufacturing. In this article, we will explore the potential of slurry pumps in revolutionizing industrial processes, maximizing efficiency, and enhancing productivity.
Understanding slurry pumps and their unique features
Slurry pumps are a specialized type of pump designed to handle abrasive and viscous fluids. Unlike conventional pumps, slurry pumps are specifically engineered to endure the harsh conditions often encountered in industries where solids and liquids need to be transported together. They are capable of handling mixtures of solids and liquids, known as slurries, without compromising performance.
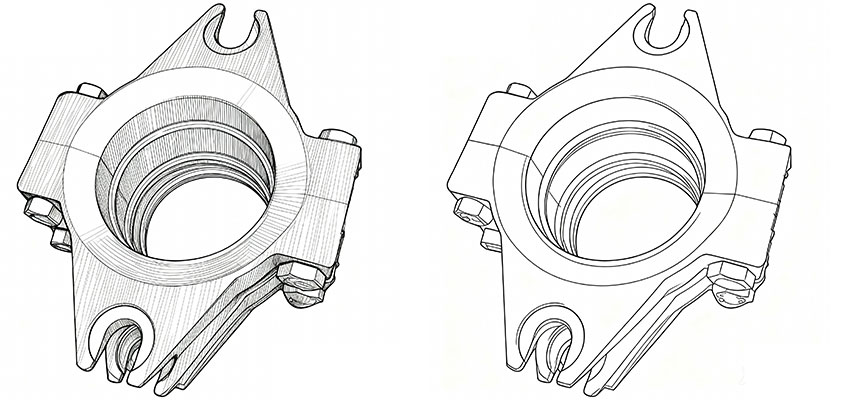
One of the unique features of slurry pumps is their ability to handle high concentrations of solids. The impeller and casing of these pumps are designed to withstand the wear and tear caused by abrasive particles, ensuring long-lasting performance. Slurry pumps come in various designs, such as centrifugal pumps and submersible pumps, each offering specific advantages depending on the application.
Advantages of using slurry pumps in industrial processes
The use of slurry pumps in industrial processes brings numerous advantages that can significantly impact efficiency and productivity. Firstly, slurry pumps are highly efficient in handling viscous fluids and slurries. Their robust design and specialized impellers ensure smooth flow, reducing the risk of clogs and blockages. This translates to reduced downtime and increased operational efficiency.
Secondly, slurry pumps are capable of handling solids of various sizes and densities. They can handle large particles, such as rocks and gravel, as well as finer particles, with ease. This versatility makes them suitable for a wide range of applications, including mining, dredging, and chemical processing.
Furthermore, slurry pumps are designed for easy maintenance and repair. They are equipped with features that allow for quick inspection and replacement of parts, minimizing downtime and maximizing uptime. This reduces the overall maintenance costs and ensures continuous operations.
The working principle of slurry pumps
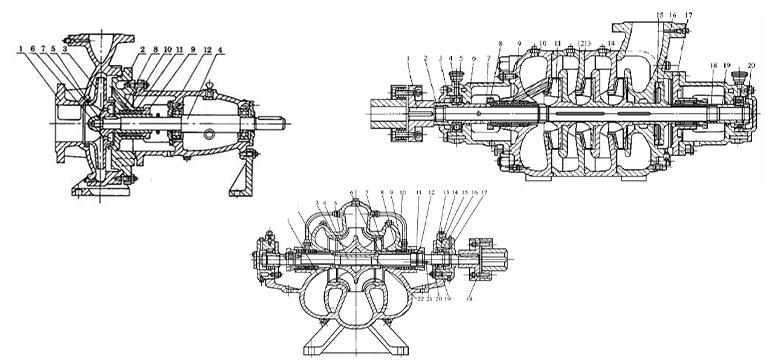
To understand the working principle of slurry pumps, it is important to grasp the concept of centrifugal force. Centrifugal pumps, including slurry pumps, work by converting rotational energy from a motor into kinetic energy in the fluid being pumped. This kinetic energy is then converted into pressure energy, which pushes the fluid through the pump and into the desired location.
In the case of slurry pumps, the impeller rotates at high speeds, creating a centrifugal force that propels the slurry towards the casing. The slurry enters the impeller through the eye and is accelerated radially outward. As the slurry moves through the impeller, the centrifugal force increases, pushing the slurry towards the discharge outlet.
The slurry is then expelled from the pump, either through a pipe or a hose, depending on the application. The efficiency of a slurry pump is determined by factors such as impeller design, pump speed, and the size and concentration of the solids being handled.
Different types of slurry pumps - centrifugal pumps, submersible pumps, etc.
There are several types of slurry pumps available in the market, each designed to cater to specific industrial applications. The most common types include centrifugal pumps, submersible pumps, and vertical pumps.
Centrifugal pumps are the most widely used type of slurry pump. They rely on the centrifugal force generated by the rotating impeller to move the slurry. These pumps are known for their high efficiency, ease of maintenance, and ability to handle a wide range of fluids and solids.
Submersible pumps, on the other hand, are designed to be fully submerged in the fluid they are pumping. They are often used in applications where the pump needs to be installed underwater, such as in mining operations or wastewater treatment plants. Submersible pumps offer advantages such as compact size, quiet operation, and the ability to handle large volumes of fluid.
Vertical pumps, as the name suggests, have a vertical orientation, with the motor located above the fluid level. These pumps are commonly used in applications where space is limited, such as in sumps or pits. Vertical pumps are known for their reliability, ease of installation, and ability to handle corrosive fluids.
Factors to consider when choosing a slurry pump for your industrial processes
Selecting the right slurry pump for your industrial processes is crucial to ensure opt